Hervorragende chemische Beständigkeit und Schutz
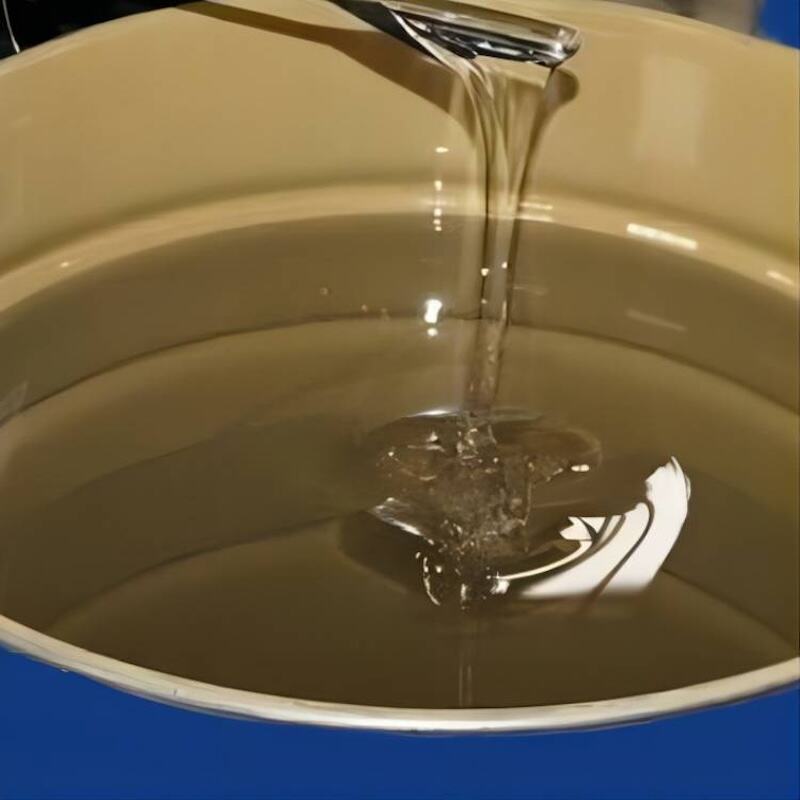
Silikonflüssigkeit mit hoher Viskosität bietet eine außergewöhnliche chemische Beständigkeit, die Geräte schützt und die Systemintegrität in den anspruchsvollsten industriellen Umgebungen bewahrt. Diese hervorragende Kompatibilität resultiert aus der inerten Natur der Silikonchemie, die Angriffen durch Säuren, Laugen, Lösemittel und Oxidationsmittel widersteht – Substanzen, die herkömmliche Flüssigkeiten rasch abbauen. Chemische Produktionsanlagen verlassen sich auf diese Beständigkeit, um Kontaminationen zu verhindern und die Produktreinheit bei empfindlichen Fertigungsprozessen sicherzustellen. Die molekulare Stabilität der Flüssigkeit verhindert chemischen Abbau, der zur Bildung schädlicher Nebenprodukte führen würde, und gewährleistet so einen sauberen Betrieb sowie die Einhaltung umweltrechtlicher Vorschriften. Die Metallverarbeitungsindustrie profitiert von der Fähigkeit des Materials, galvanische Korrosion zu verhindern, wenn unterschiedliche Metalle im selben System vorhanden sind. Die Silikonflüssigkeit mit hoher Viskosität bildet eine Schutzbarriere, die reaktive Oberflächen vor korrosiven Umgebungen abschirmt und die Einsatzdauer von Komponenten deutlich verlängert. Pharmazeutische und biotechnologische Anwendungen erfordern die chemische Reinheit, die diese fortschrittliche Flüssigkeit bietet, da Kontaminationsrisiken während der gesamten Produktionsprozesse minimal gehalten werden müssen. Marine Anwendungen schätzen insbesondere die Beständigkeit gegenüber Salzwasser, die Korrosionsprobleme verhindert, wie sie bei herkömmlichen Hydraulikflüssigkeiten auftreten. Landmaschinen, die in umgebungsfreundlichen Düngemittel-reichen Bereichen eingesetzt werden, weisen eine verbesserte Haltbarkeit auf, wenn innere Mechanismen durch Silikonflüssigkeit mit hoher Viskosität vor chemischem Angriff geschützt sind. Laboranalysegeräte behalten ihre Kalibrierungsgenauigkeit länger bei, da die chemische Stabilität Drift und Kontamination verhindert. Lebensmittelverarbeitungsanlagen profitieren von FDA-zugelassenen Formulierungen, die Reinigungschemikalien widerstehen und gleichzeitig hygienische Bedingungen aufrechterhalten. Die Kompatibilität der Flüssigkeit mit verschiedenen Elastomer-Dichtungen und Dichtungsmaterialien beseitigt Probleme wie Quellung, Verhärtung oder Abbau, die Systeme mit inkompatiblen Flüssigkeiten häufig plagen. Erdölverarbeitende Raffinerien nutzen diese chemische Beständigkeit bei Prozessen mit aggressiven Kohlenwasserstoffen und Prozesschemikalien. Bergbaubetriebe profitieren vom Schutz vor saurem Grundwasser und chemischen Auslaugungsmitteln, die herkömmliche Schmierstoffe zerstören. Diese überlegene chemische Kompatibilität reduziert die Wartungshäufigkeit, verhindert kostspielige Geräteersatzmaßnahmen und stellt eine konsistente Betriebsleistung über anspruchsvolle industrielle Anwendungen hinweg sicher.